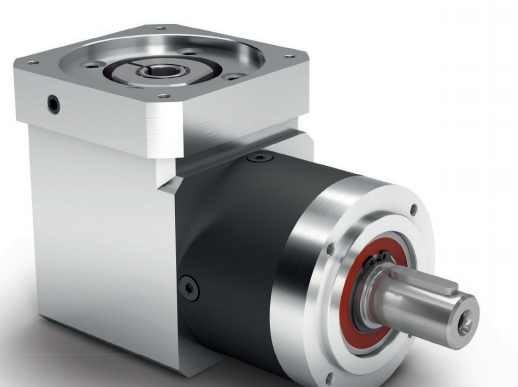
创造双赢新机电:伺服式PLE160-12机床用步进减速机
这种工艺称为全板镀铜工艺。与图形电镀相比,全板镀铜的缺点是板面各处都要镀两次铜而且蚀刻时还必须都把它们腐蚀掉。因此当导线线宽十分精细时将会产生一系列的问题。同时,侧腐蚀会严重影响线条的均匀性。在印制板外层电路的工艺中,还有另外一种方法,就是用感光膜代替金属镀层抗蚀层。这种方法非常近似于内层蚀刻工艺,可以参阅内层工艺中的蚀刻。目前,锡或铅锡是 常用的抗蚀层,用在氨性蚀刻剂的蚀刻工艺中.氨性蚀刻剂是普遍使用的化工液,与锡或铅锡不发生任何化学反应。
伺服电机和减速机是怎样选配的?
选型时应注意:
1、确认你的负载额定扭矩要小于减速机额定输出扭矩。
2、伺服电机额定扭矩(乘以、x减速比要大于负载额定扭矩。
3、负载通过减速机转化到伺服电机的转动惯量,要在伺服电机允许的范围内。
4、确认减速机精度能够满足您的控制要求。
5、减速机结构形式,外型尺寸既能满足设备要求,同时能与所选用的伺服电机连接。
伺服行星减速机因其体积小,减速范围广,传动效率高,精度高等诸多优点。被机械行业广泛应用于伺服、步进、直流等传动系统中。但是我们在装配使用伺服行星减速机过程中要注意同心度,如果同心度误差太大,很容易造成断轴的危险。
伺服行星减速机的断轴会导致减速机输入端产生变形甚至断裂或输入端支撑轴承损坏。因此,在装配时保证同心度至关重要;从装配工艺上分析,如果驱动电机轴和减速机输入端同心,那么驱动电机轴面和减速机输入端孔面间就会很吻合,它们的接触面紧紧相贴,没有径向力和变形空间。而装配时如果不同心,那么接触面之间就会不吻合或有间隙,就有径向力并给变形了空间。
同样,减速机的输出轴也有折断或弯曲现象发生,其原因与驱动电机的断轴原因相同。但减速机的出力是驱动电机出力和减速比之积,相对于电机来讲出力更大,故减速机输出轴更易被折断。因此,用户在使用减速机时,对其输出端装配时同心度的保证更应十分注意!
一、机前的检查
①、各紧固件紧固的可靠性;
②、润滑油的油位是否符合要求;
③、供油泵的接线是否正确;
④、联轴器防护罩、接地线及其他防护装置是否装好。
二、试运转
①、减速机完毕后应按工作转速 行空载试运转,时间2小时左右;
②、运转2小时后,可按25%、50%、75%的负荷逐级加载试车,直至满负荷运行;
③、负载运行一段时间后,应检查一次齿面接触及紧固件是否松动等情况。
-14-P1-P2